
矽膠(jiāo)資訊News Center





當前位置:主頁 > 矽膠(jiāo)資訊 > 宏圖新聞 > 宏(hóng)圖新聞
工藝蠟燭矽膠模具的製作方法
時間:2018-03-09來源(yuán):宏圖瀏覽次數:
隨著電燈的發展與普(pǔ)及,蠟燭逐漸被取而代(dài)之,但蠟燭行業依然是蓬勃發展。現在的蠟燭(zhú)形態千奇百怪,更多的是用來裝飾作用,越來越多(duō)的工藝品蠟燭被應用於調節氣氛(fēn)、家庭裝飾。蠟燭的款型、形式、色彩、香(xiāng)型成為了現代消費者購買蠟燭的主要因素。
燭矽膠模具的製作方法")
矽膠模(mó)具製(zhì)作流(liú)程:
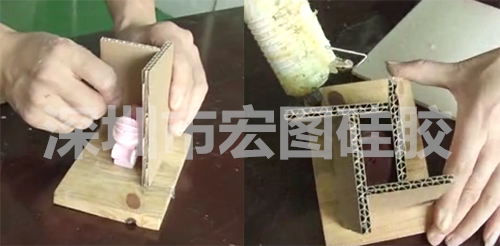
(1) 先由工匠手工製作好蠟燭,凝固不(bú)變形後作為製作矽膠蠟燭模具的母模。
(2) 把蠟燭母模固定在(zài)木板上,裁切出四塊梯形硬紙板,圍在它的四周,形成下寬上窄的梯形形狀(紙板與蠟燭之間的距離大概(gài)5mm左右),再用(yòng)熱熔膠密封紙板與木(mù)板,紙板與紙板間的縫隙。
PS:圍成下寬上窄梯形形狀的好處,這樣不僅節省矽膠用量,還可以增加矽膠模具的受力強度,方便與外膜合模。蠟燭與(yǔ)矽膠不粘(zhān)連,所以可省去塗脫模劑的步驟。
(4)蠟燭模具矽膠是雙組份液態矽橡膠,A組(zǔ)份是液體矽膠,B組份是固化劑。將AB組份按100:2的比例(lì)進行充分混合攪拌。
(5) 矽膠攪拌(bàn)均勻後,先往(wǎng)梯形紙板模具(jù)裏灌注一(yī)部分,然後將模具與剩餘(yú)的矽膠一起放入真空機裏進行(háng)抽真空排泡(pào)。抽完真空後,再把剩餘的矽膠全(quán)部灌注到模具(jù)中,靜(jìng)待(dài)固化。
PS:真空機要調到-0.1mpa進行操作,這樣可以防止做出來的模具有氣泡,導致(zhì)最終(zhōng)生(shēng)產的產品表麵有顆粒,不光滑。如果沒有(yǒu)真空機,可減少固化劑的添加比例(lì),以延長其固化時間,靜置釋放出多餘的氣泡再進行灌注。

(7) 把矽膠模具以下寬上窄的形式固定(dìng)在木板上,再其周圍圍上木板,木板與矽膠(jiāo)模具之間距離大概5mm左右,用熱熔膠密封木板間的縫隙。
(8) 往木板圍成的(de)槽內倒入調(diào)好的石膏漿,倒的過程中,鏟刀(dāo)在槽中反複上下移動,使(shǐ)石膏漿完全注(zhù)滿木槽縫隙。
(9) 待石膏完全固化後(hòu)(不同的(de)石膏型號(hào),固化時間(jiān)不同),便可(kě)拆除木板;取出石膏(gāo)外膜後,用鏟刀(dāo)把石膏四邊修整磨平(píng)。

(11) 扒開分模(mó)線(xiàn),取出蠟燭母(mǔ)模,蠟燭矽膠模具的製作流程結束。
PS:分模線是為了方便脫模;分模(mó)線要切成鋸齒狀,便於後續生產使用中矽膠(jiāo)模具(jù)的咬合。矽膠模具(jù)放置24小時後便可(kě)投入生產使用。

上一篇:食品級模具矽膠怎麽保養
公司地址:廣東省 深(shēn)圳市 龍崗區 龍城大道3020
座機:0755-28342471 郵箱:279840520@qq.com
深圳市宏圖矽膠科(kē)技有限公司 版權所有 ICP:粵ICP備17099390號
模具矽膠生產廠家(jiā):深圳液體矽膠生產(chǎn)基地(dì)